
Page 55 - 105年消防月刊4月號(全)
P. 55
Work Discussion 工作研討
用刀尾鋸齒順槽切削,可以使鋸片的鋸齒磨耗較
平均延長鋸片使命。
(五)鋸切形材工件準用手鋸鋸切技巧處
理,亦即鋸片做擺動式輪替多角度切割,以最有
效率鋸齒鋸切模式切割工材。
(六)切割工件切斷瞬間,因材料將斷裂之
際的末端材料變薄細,有容易瞬間卡入鋸齒間隙
中的情形,造成鋸片鋸齒間隙因瞬間大進刀切銷
量阻力而扯裂硬脆鋸齒。此時宜用高轉速緩慢進
刀速處理,同時注意鋸斷瞬間勿因材料本身重量
或內夾彎矩應力而夾住刀片拉扯斷裂。
六、軍刀鋸效率切割
最後我們來談談甚麼是「軍刀鋸效率切
割」,以切削理論來談起,各式刀具硬切割除正
確使用方法外,都有其所需要遵循的切割效率問
題,切割速度太慢則不經濟徒增刀鋸磨耗,切割
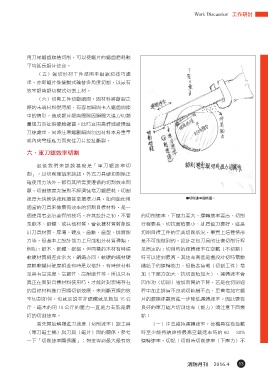
速度太快則快速耗損甚至損壞刀具。如何能使用 ■切削速率關係圖。
適當的刀具來做最有效率的切割目標材料,是一
個使用者必須要懂的技巧。在其設計之初,不管 的切削速率,下壓力要大、運轉速率要高、切削
是鋸木、鋸鐵、或其他材質,會依據材質對象設 行程要長、切抗面積要小、排屑能力要好。這是
計刀具材質、厚薄、硬度、齒數、齒型、排屑能 切削目標工件的完美切削狀況,事實上這種情形
力等,但基本上設計能力上只能粗分材質種類, 是不可能做到的。設計之初刀具的往復切削行程
例如:鋸木、鋸鐵、鋸鋁,但同樣的木材有時候 是固定的;切削時的運轉速率在空載(不切割)
軟硬材質相差非常大,鋼鐵亦同,軟硬的鐵材硬 時可以達到最高,其速率高低是看設計初時電動
度較軟鐵材硬度相差有時是以倍計,有時候材料 機給予的運轉能力,但隨著負載(切割工件)增
是具有高強度、高韌性、高耐磨性等,所以只有 加(下壓力加大、抗切面積加大),運轉速率會
真正在面對目標材料使用時,才能針對現場存在 因作功(切削)增加而開始下降,若是在切削過
的目標材料進行實際切割效應,來判斷實際的效 程中加上排屑不良或切軌槽不直,更會增加它鋸
率切割如何。也就是說並非鋸鐵就是施加 15 公 片的磨擦係數而進一步降低運轉速率。因此要有
斤、鋸木的用 18 公斤的壓力一直施力去就是最 良好的軍刀鋸片切削速率(能力)須注意下面幾
好的切割速率。 點:
首先開始解釋進刀速度(切削速率)跟工具 (一)注意維持運轉速率,使機具在有負載
(軍刀鋸主機)與刀具(鋸片)間的關係,參考 時至少能持續維持最高空載速率時的 60 - 80%
一下「切削速率關係圖」;想要得到最大最有效 運轉速率。切記!切削時切削速率(下壓力)不
消防月刊 2016.4 53