
Page 25 - 201605030250104年12月消防月刊(全)
P. 25
Work Discussion 工作研討
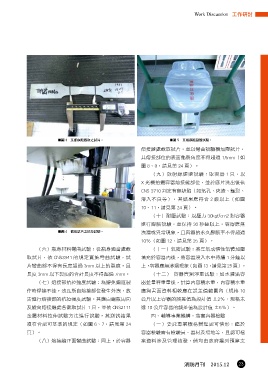
■圖 3 瓦斯鋼瓶截取之試片。 ■圖 5 瓦斯鋼瓶壓毀試驗。
熔接縫處截取試片,並以彎曲試驗機加壓試片,
其熔接部位的表面龜裂角度不得超過 1.5mm(如
圖 8、9,請見第 24 頁)。
(九)放射線透過試驗:取容器 1 只,以
X 光機拍攝容器熔接縫部位,並於底片洗出後依
CNS 3710 判定有無缺陷(如氣孔、夾渣、龜裂、
溶入不良等),其結果應符合 2 級以上(如圖
10、11,請見第 24 頁)。
(十)耐壓試驗:以壓力 30kgf/cm2 對容器
進行膨脹試驗,並保持 30 秒鐘以上,容器應無
■圖 4 截取試片之抗拉試驗。 洩漏或異常現象,且容器的永久膨脹率不得超過
10%(如圖 12,請見第 25 頁)。
(六)瓶身材料彎曲試驗:從瓶身適當處截 (十一)氣密試驗:將空氣或惰性氣體加壓
取試片,依 CNS3941 的規定實施彎曲試驗,試 填充於容器內後,將容器浸入水中持續 1 分鐘以
片彎曲部不得有長度超過 3mm 以上的裂痕,且 上,容器應無滲漏現象(如圖13,請見第25頁)。
長度 3mm 以下裂痕的合計長度不得超過 7mm。 (十二) 容器實測淨重試驗:加水灌滿容
(七)熔接部抗拉強度試驗:為避免鋼瓶製 器並量秤重量後,計算內容積水重,內容積水重
作時焊接不佳,致瓦斯自熔接部位發生外洩,故 應與書面資料相較應在誤差值範圍內(規格 10
需進行熔接部的抗拉強度試驗。其應自鋼瓶周向 公斤以上容器的誤差值為設計值 ±2%、規格未
及縱向熔接縫處各裁取試片 1 只,並依 CNS2111 達 10 公斤容器的誤差值為設計值 ±5%)。
金屬材料拉伸試驗方法進行試驗,其測試結果 四、輔導專業機構,落實容器檢驗
須符合認可基準的規定(如圖 6、7,請見第 24 (一)委託專業機構辦理認可情形:鑑於
頁)。 容器檢驗需有檢驗員、器材及場地等,且認可檔
(八)熔接縫正面彎曲試驗:同上,於容器 案資料涉及管理核發,倘均由政府編列預算支
消防月刊 2015.12 23